Reliability, dependability, and affordability. Building relationships with clients based on these principles since 1970, Melco Conveyor Equipment manufactures everything from rollers and idlers to motorized pulleys, frames & structure, and pulleys.
The company’s philosophy on maintaining its competitive position is based on three key points; quality of design, quality of materials used and quality of the manufacturing process. Research and development are vitally important, and Melco continues to invest heavily in this area, allowing the company to continue trading as preferred supplier to the bulk handling industry. Competition in the market is ongoing and for Melco to maintain its position, materials research, manufacturing improvements and design efficiency are just some of the fields continuously being studied.
Ongoing investment in plant and equipment continues to pay dividends with efficiencies and productivity showing commensurate improvements. No matter what the application, in fact anywhere that material handling is required, Melco has the solution. Rollers/idlers (steel, HDPE, & composite), motorised pulleys, frames and structure, pulleys are all designed and manufactured to the highest possible standards to ensure maximum customer satisfaction.
Melco, founded in 1970, is part of the Rulmeca Group (www.rulmeca.com). Celebrating its 60th year in 2022, the group invests heavily in research and development, as well as into ensuring a manufacturing capacity that is second to none.
Each product in Melco comprehensive range is manufactured with materials suitable for unique customer and industry requirements, hence ensuring optimum reliability and performance. Melco’s ability to effectively customise solutions is unmatched in the materials handling industry.
Melco supplies a complete range of material handling components to set up and drive conveyors for the most demanding operating requirements. Thanks to an engineered design and high-quality materials, the companies’ solutions operate in the harshest of conditions, such as high corrosion, humidity, high or low temperatures, and always ensure a continuous, efficient and safe performance.
The result of advanced design capabilities coupled with exacting production processes is a range of products guaranteed to deliver high performances, under the harshest conditions.
PRODUCT RANGE
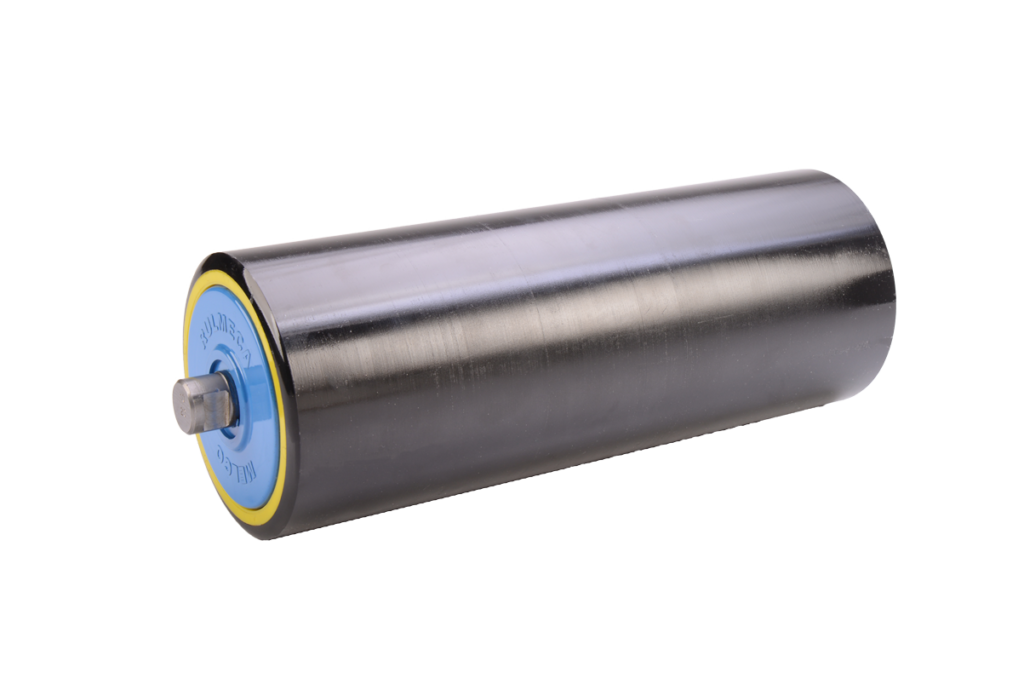
- Rollers/ Idlers
- Steel
- HDPE
- Composite
- Pulleys
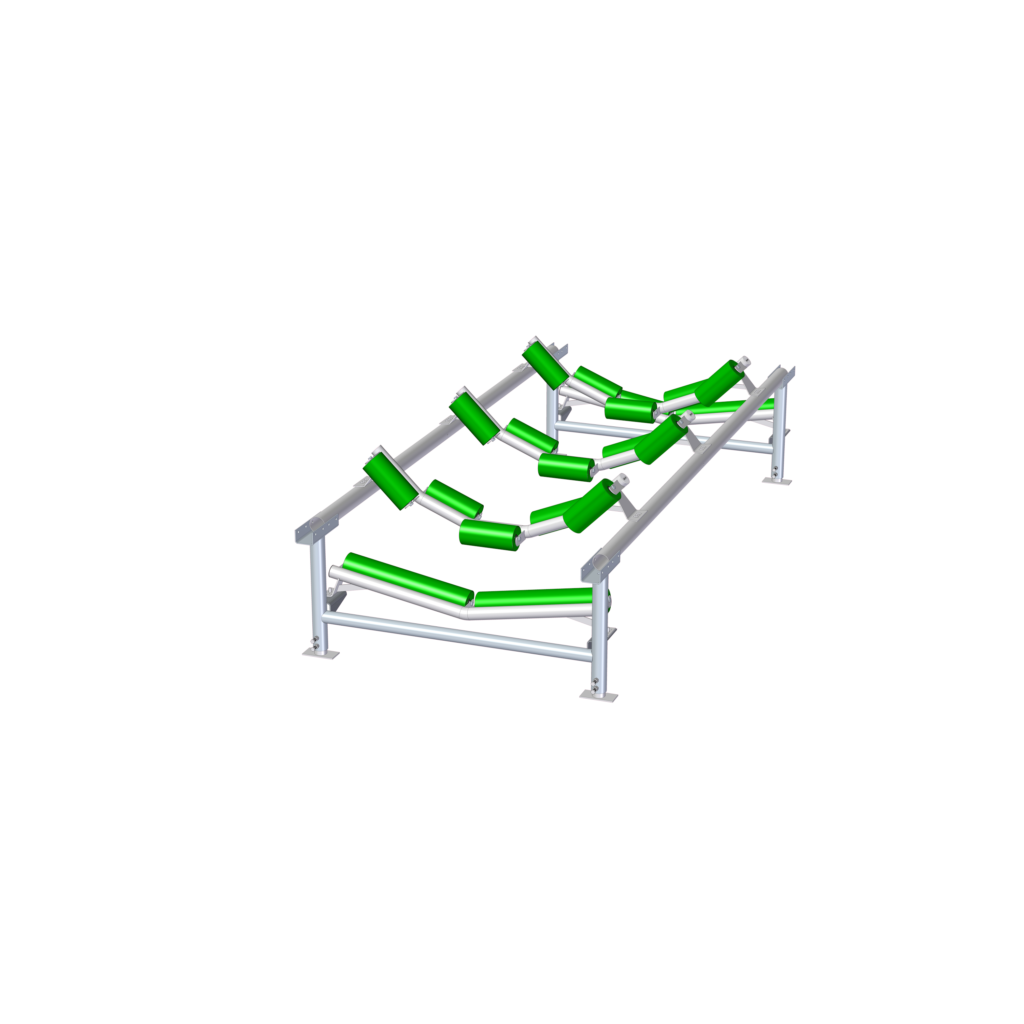
- Frames & structure
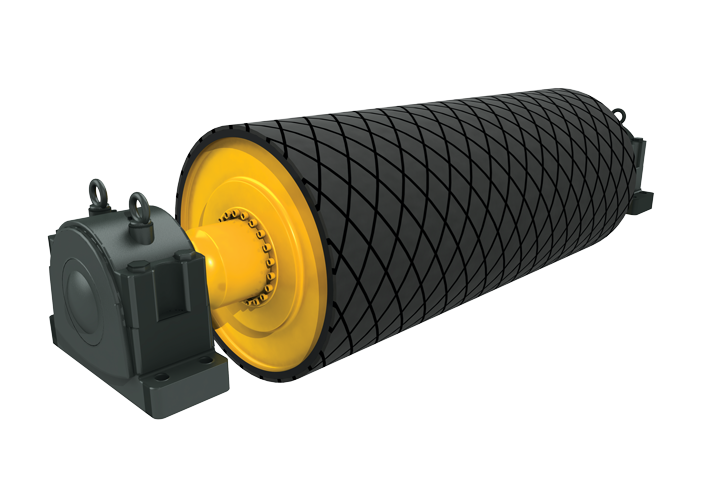
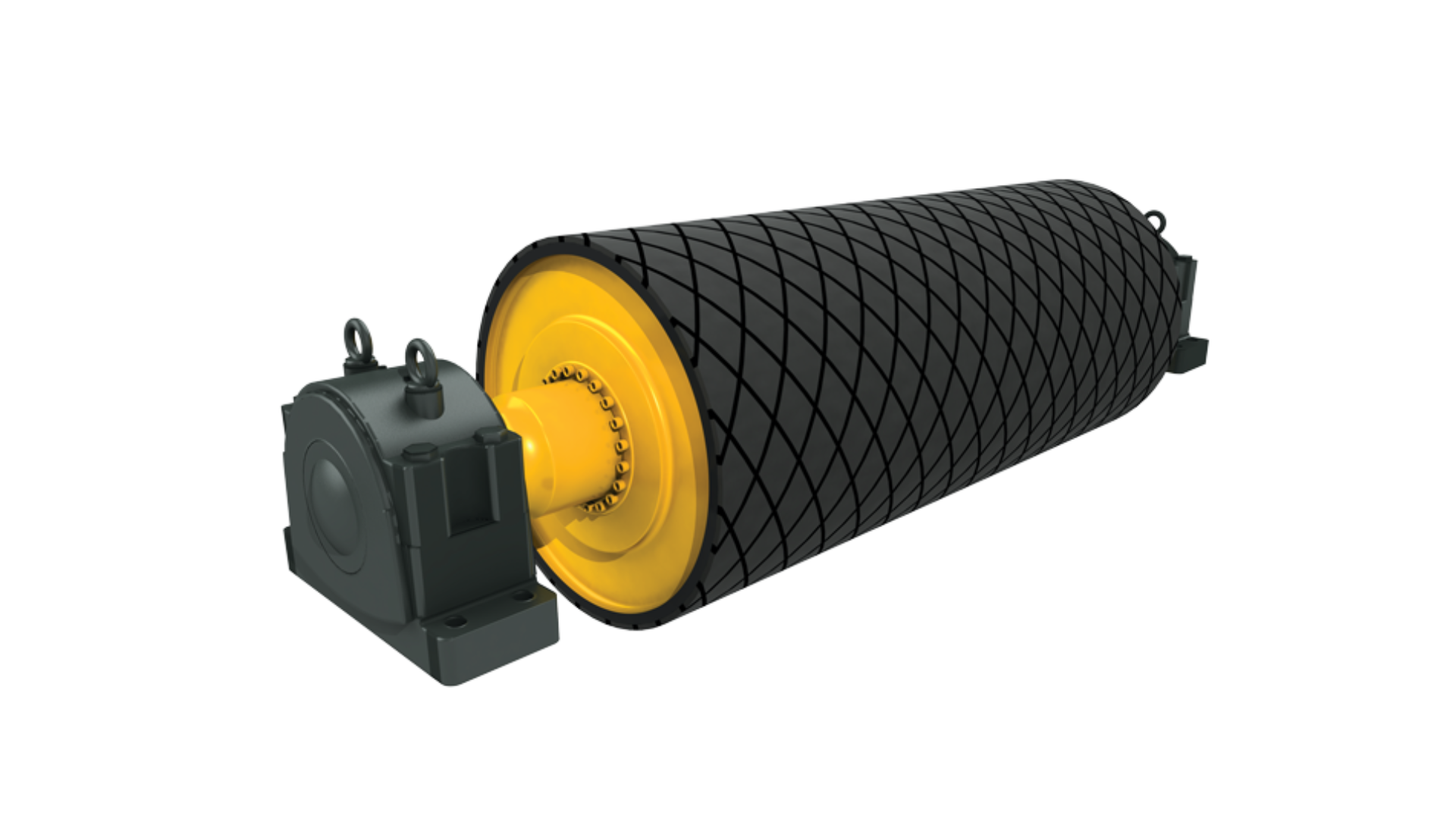
- Motorised Pulleys
As a result of focused investment into research and development, the Rulmeca Group, of which Melco is a part, is firmly positioned as market leader in materials handling. The many years of experience coupled with a strong market presence allows Melco to cater to the most demanding mining conditions.
Melco, based in Germiston, Gauteng, has been part of the Rulmeca Group since 2006 and has been supplying conveyor equipment since 1970.