Leading technology provider ABB has provided a unique hoisting solution to the Karowe Diamond Mine expansion project in Botswana. Owned by Lucara Diamond Corporation through its subsidiary Lucara Botswana (Pty) Ltd., the state-of-the-art mine was fully commissioned in Q2 2012 and produces large, high-quality, Type IIA diamonds in excess of 10.8 carats. The expansion project is designed to extend the mine life to at least 2040 and deliver over $4 billion in revenue.
To expand existing operations to increase the life of mine, it was decided to sink two shafts, a ventilation and production shaft. The production shaft will accommodate hoisting production with a production winder supported by a service winder.
“Throughout the project lifecycle, we have supported the project team to find the best solution. As an industry leader, it is what we are committed to,” explains Danielle Koekemoer, Hoisting Sales Manager at ABB. ABB’s expert hoisting team collaborated with both a Canadian and a South African engineering, procurement, and construction (EPC) contractor for the project.
“Along with the project team, we determined what would be the best way to use the existing fleet of winders and how to refurbish them,” explains Danielle, including for the vertical ventilation shaft. The refurbished equipment included two kibble winders, two sets of stage winders, and auxiliary equipment. All four refurbished winders were provided from the winder complement owned by the UMS Group and refurbished under the guidance of ABB by local sub-contractors. The shafts are being sunk with the refurbished winders. The kibble winder used to sink the production shaft will be the permanent rock winder after the shaft sinking is complete.
Upon successful completion of the first part of the project, ABB was awarded a contract in excess of R130 million to supply a new auxiliary winder and service winder to transport personnel and material to the underground works. Danielle points out that the expertise from ABB’s engineering department was essential to ensure an optimal and viable solution for the client.
“We work with our customers for an extended period of time prior to them procuring the equipment, which assists the project team to economise on the number of machines to be supplied and permanent hoists can be deployed to carry out the sinking. That is how we partner with the end user to make sure that by the time the procurement package is sent out to the market the correct equipment is specified for the application,” says Mike Davis, Global Product Manager for Hoisting at ABB.
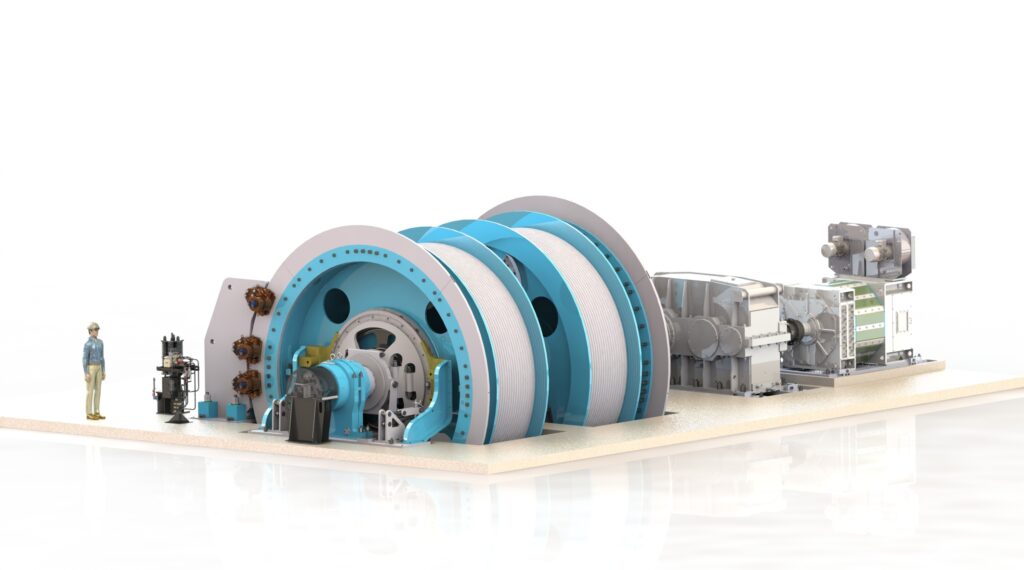
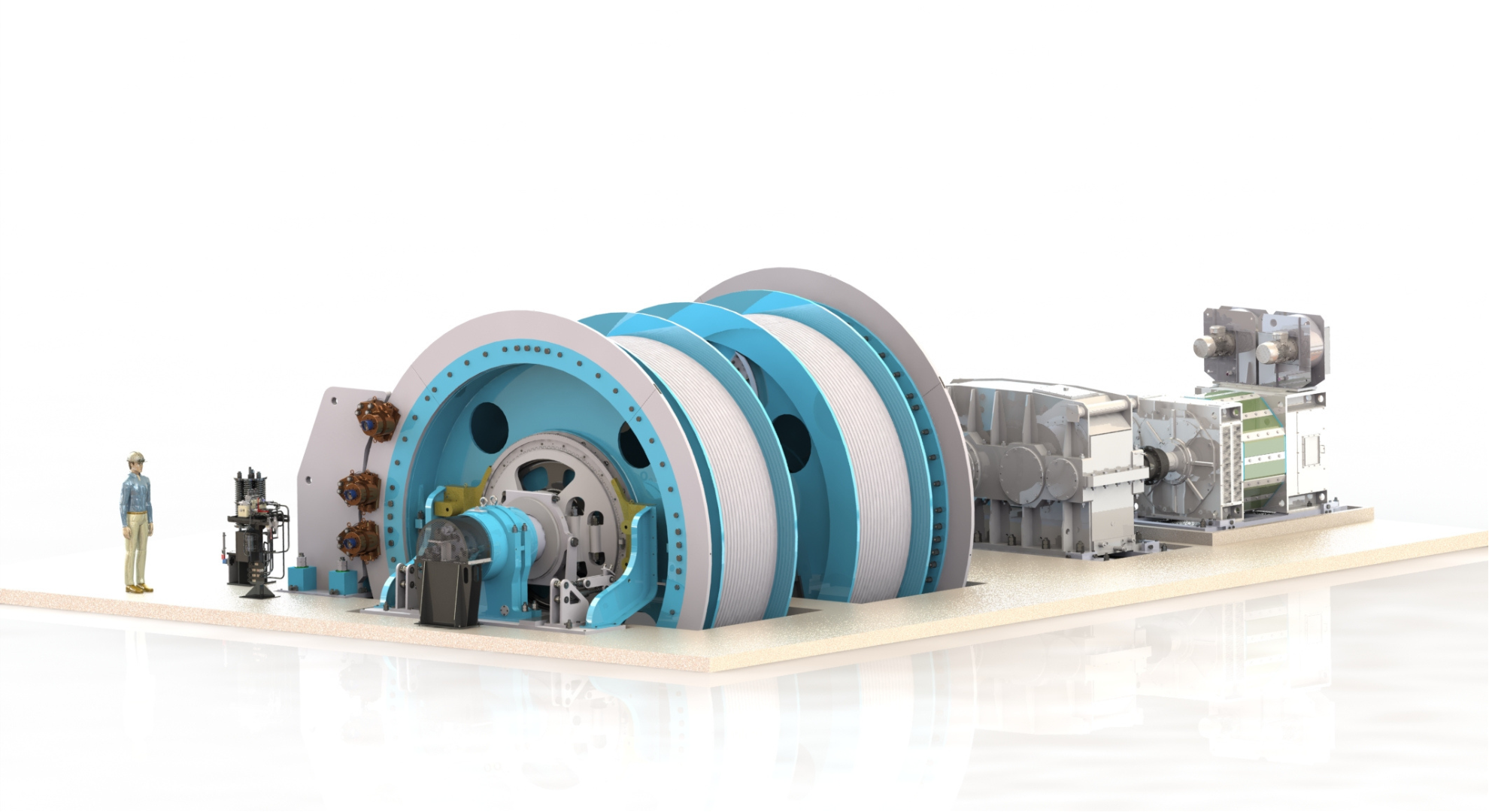
With over 130 years’ experience, ABB is today the market leader in the segment with over 1 000 hoisting solutions delivered worldwide. It has the unique capability to design, supply, install, and provide long-term service and support of entire mine hoist mechanical and electrical systems. It supplies everything from friction hoists to various drum hoists, as well as the shaft equipment necessary for productive hoisting processes.
ABB mine hoist solutions provide a low lifecycle cost, high reliability and system availability, short project execution time and a single source of supply for the complete system, including service and spare parts. Its world-renowned engineering resources are also available for feasibility studies and conceptual solutions to advance a mine’s hoist system by tapping into a vast network of global hoist experts.